陜西崤山100萬噸雙閉路聯合粉磨系統的調試與生產
摘要:該粉磨系統為雙閉路聯合粉磨系統,物料經配料秤、皮帶輸送機、板鏈提升機送入輥壓機(HFCG160-140),經輥壓機預粉磨后由料餅提升機(NSE1000)送入V型選粉機(HFV4000),合格產品由高效旋風收塵器收集后送入磨機粉磨,部分粗顆粒再次進入輥壓機循環輥壓。總結了調試生產中的問題及解決辦法。
河南錦榮水泥有限公司籌建的陜西(渭南)崤山水泥有限公司200萬噸粉磨站由合肥水泥研究設計院粉磨所設計,總規模200萬噸,一期工程100萬噸生產線在2010年6月25日安裝完畢,6月28日試生產,到目前為止,生產運行狀況良好,P.O42.5R水泥產量達206t/h,超過設計能力31t/h,現把調試、生產中出現的問題及解決辦法歸納如下,供同行參考。
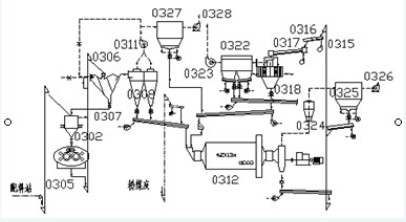
該粉磨系統為雙閉路聯合粉磨系統(見圖1),物料經配料秤、皮帶輸送機、板鏈提升機送入輥壓機(HFCG160-140),經輥壓機預粉磨后由料餅提升機(NSE1000)送入V型選粉機(HFV4000),合格產品由高效旋風收塵器收集后送入磨機粉磨,部分粗顆粒再次進入輥壓機循環輥壓。出磨物料經空氣輸送斜槽、提升機(NSE800)送入高效選粉機(DS-4000)分選,粗粉經空氣斜槽回磨再粉磨,成品則由氣箱脈沖袋收塵器(XLPM2-14D) 收集經提升入庫。
1 粉磨車間主要設備、磨內級配、粉磨車間工藝流程
1.1 主機設備(見表1)
1.3 粉磨車間工藝流程(見圖1)
表1 主機設備

2 生產中出現的問題及解決辦法
(1)在2010年6月26日,磨機空負荷聯動試運轉4小時,發現輥壓機被動輥減速機出現兩個問題,第一是減速機溫度異常,引起中控跳停,無法正常開機;第二是減速機輸入軸漏油嚴重,根據現場情況分析判斷,溫度異常有兩種情況:一是出廠時某一位置裝配間隙略緊需要磨合;二是減速機回油速度太快,減速機內存油量偏小,我們采取在回油管路上加裝一回油調節閥門,通過調節使減速機內存油在油標中位線偏上;對第二個問題我們采取把減速機輸入軸軸承壓蓋上的Φ12mm的回油孔擴大到Φ16mm,漏油問題徹底解決。
(2)NSE1000x44.05(0306)提升機返料嚴重,通過觀察發現返料原因是在料斗運行到接料口最下端時料斗內還有相當一部分物料沒有倒凈,為此筆者把提升機下料口降低400mm,返料明顯減少,隨后又在這個接料口下1m處重新焊接一個接料口,杜絕了返料。
(3)選粉機變頻電機在降低轉速時,中控突然跳停,最初認為是DCS站控制程序出現了問題,在經過三、四次跳停之后,找到了產生問題的原因,一是減速時間設置過短,二是每次調整赫茲數(3赫茲)過大,使正在穩定運行中的電機電壓升高,導致保護系統跳停,為此調整中控操作,規定每次以1.0赫茲遞減,時間間隔1分鐘,待電機穩定運行后再按規定進行遞減,此后選粉機再也沒有因為調整參數而發生跳停。
(4)出磨提升機(0315)至DS-4000選粉機(0318)中間的空氣輸送斜槽(0316)堵塞,物料流動不暢,此空氣輸送斜槽原設計6![]()
![]() ,充氣管道Φ80mm;后改為10
,充氣管道Φ80mm;后改為10![]() ,充氣管道Φ133mm,生產正常。
,充氣管道Φ133mm,生產正常。
(5)輥壓機在運行時泄壓。一是入輥壓機石膏、石灰石粒度大,導致輥縫偏差大;另一種情況是參數調整不合理,導致稱重倉內細粉過多產生振動,達到振動跳停值20mm/s,控制系統出于保護的目的而命令系統卸壓。
(6)輥壓機系統壓力低。輥壓機壓力由設定的7.5MPa變為5.5MPa,油泵一直處于工作狀態,清洗了溢流閥、電磁溢流閥、電磁換向閥,依然查不到原因,只能在低壓力下勉強維持生產;停磨時,用測溫槍測量出泵站溢流閥進出油管溫度一樣,由此斷定泵站溢流閥內漏,拆掉出油管,啟動油泵電機,確認溢流閥漏油,調整溢流閥壓力到10MPa后,系統恢復正常。
(7)輥壓機穩流倉(0302)料位上升。分析原因一是礦渣烘干水分大,脫硫石膏含水量大,造成物料下料不暢或輥壓機設定壓力大,料餅密實,不易打散,造成回料量大;另一原因是循環風機(0311)風門開度沒有調節好,風量小,V型選粉機回料量大。針對這兩個問題,采取具體措施,嚴格工藝管理,強化中控操作,最終使料位控制在倉重的75%-80%,滿足輥壓機正常生產需要。
3 生產用原材料及物料配比
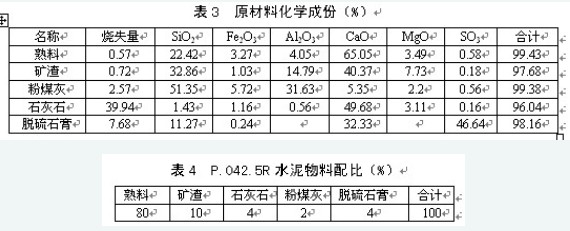
3.1 原材料化學成份分析(見表3)
4 產、質量控制與調整措施
(1)在加球100%時,磨機臺時產量170 t/h(設計產量),沒有明顯的提高,此產量和比表面積沒有達到設計的目標值,比表面積偏低,P.O42.5R水泥0.080mm方孔篩篩余在1%--1.5%,0.045mm方孔篩篩余在10%--15%,比表面積280 m2/kg—300m2/kg,忽高忽低,極不穩定,調整選粉機轉速,收效甚微,反而使選粉級回粉量增大,磨機喂料量減少,產量降低。根據人磨物料0.080mm方孔篩篩余38.4%,大于0.9mm方孔篩的物料幾乎沒有,分析決定,在一倉加入Φ20mm的鋼球4噸,二倉加入Φ17mm的鋼球5噸,又通過磨機風速計算公式ω=Q/2826Do2(1-Φ)計算,該磨內風速偏高達1.36m/s,導致物料在磨內停留時間短,合格品少,進入選粉機后,回粉量增大,如此循環最終使循環負荷過大,導致產量降低,把(0326)風門開度由80%調整到40%,磨內風速控制在0.76m/s;適當減緩磨內物料流速,延長磨內物料研磨時間,0.080mm、0.045mm方孔篩篩余分別控制在0.8%--1.2%、6%—10%,比表面積控制在340 m2/kg—360m2/kg,產量達到206t/h。
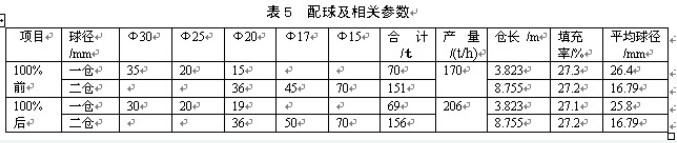
(2)磨機提產前后各項參數見表5、表6、表7。

5 結束語
(1)建立技術臺賬,加強對比總結,嚴格工藝操作,優化工藝參數,強化技術培訓,提高中控操作和現場員工的技能,是新線調試生產中的重中之重。
(2)對DS-4000選粉機,通過改變轉子轉速來調節產品的細度,轉速高則產品細度細(比表面積高),一般不要通過調節選粉機風量來調節產品細度,因風量增大或減少直接會影響選粉效率和水泥的顆粒級配。特別是風量減小時,撒料盤拋灑出的物料不能很好的分散,回料量會更大。
(3)工藝和設備出現問題時,應及時的查找原因,并安全可靠的排除故障,方能取得顯著效果。
(4)以入磨物料篩余、循環負荷、選分效率三個參數為目標,合理的進行風、料、出磨篩余等參數的優化和鋼球級配調整,磨機產量有望達到210-220 t/h。
編輯:王欣欣
監督:0571-85871513
投稿:news@ccement.com





